
绞龙螺旋输送机简述
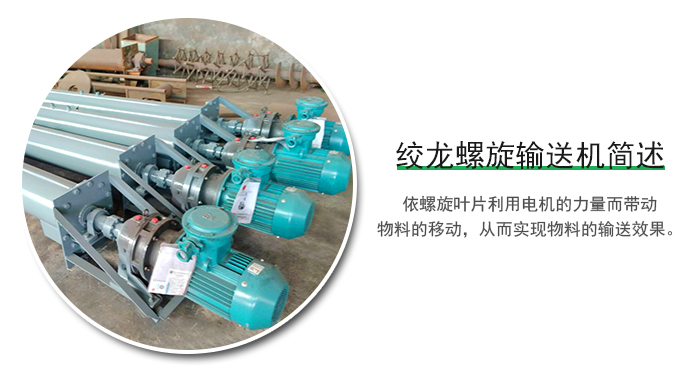
绞龙螺旋输送机是人们根据螺旋输送机的内部结构而起的名称,所以从绞龙两字也可以想象出螺旋输送机的简单的内部结构。绞龙螺旋输送机就是依螺旋叶片利用电机的力量而带动物料的移动,从而实现物料的输送效果。
绞龙螺旋输送机的应用
绞龙螺旋输送机适用于各种散装物料的输送,包括颗粒状、粉状、块状和粘性物料等。它广泛应用于建筑材料、矿石、化工、冶金、粮食加工等行业。它可以输送水泥、石灰石、煤炭、矿砂、肥料、食品粉末等物料。由于其灵活性和适应性,绞龙螺旋输送机被广泛应用于储存、输送、混合和卸料等工艺环节,提高生产效率和降低人工成本。
绞龙螺旋输送机工作原理
绞龙螺旋输送机从名字上可以想象到叶片盘在螺旋轴的结构,不停的顺时针转动把物料输送,绞龙输送机在传送物料时,是靠电机带动减速机降速通过联轴器驱动绞龙螺旋轴转动,物料随着螺旋叶片转动与壳壁才生摩擦力,徐徐向出料口走去,把物料排出。
绞龙螺旋输送机常见故障及处理方法
| 故障名称 | 产生原因 | 处理方法 |
| 电流过大 | 1、箱体内壁粘结物料,阻力增大。 2、箱体内进入异物,卡住螺旋叶片。 3、轴承缺油或损坏。 4、箱体或轴承弯曲,发生互相摩擦。 |
1、清理干净。 2、检查排除。 3、加油或换轴承。 4、调整调直。 |
| 螺旋轴断裂 | 1、螺旋轴材质强度不够,焊接残余应力未消除。 2、箱体的物料堆积过多,螺旋阻力剧增。 3、螺旋轴疲劳损坏或严重弯曲。 |
1、重新制造或修理。 2、清除一些物料。 3、更新新件。 |
| 造声大 | 1、螺旋叶片与箱体相摩擦。 2、轴承缺油,发生干磨损。 3、输送量过大,摩擦阻力增大。 4、螺旋轴严重变形和弯曲。 |
1、检查修理。 2、增添新油。 3、减轻负载。 4、调直或更新。 |
绞龙螺旋输送机的特点
1、能耗小、功率大。

2、输送物料稳定、输送物料均匀。
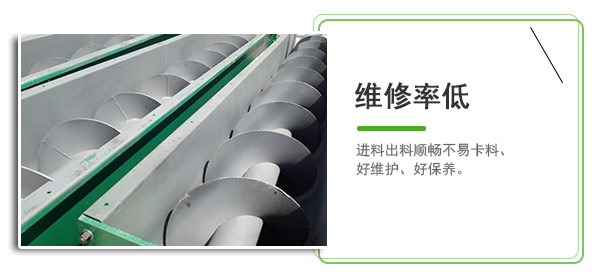
3、好维护、好保养、维修率低。
4、进料出料顺畅不易卡料。
绞龙螺旋输送机结构
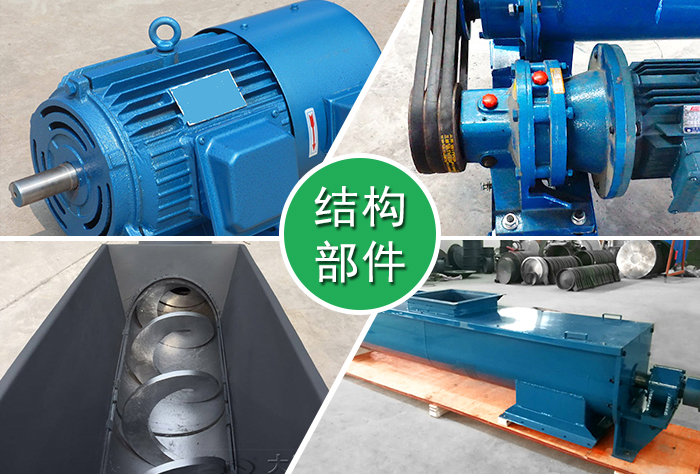
动力部位:三项异步电机或变频电机。
减速部位:摆线针轮减速机或齿轮减速机。
联轴器部位:直连式联轴器或链条链轮。
螺旋轴部位:有轴螺旋主轴或无轴螺旋主轴。
壳体部位:壳体管式或U型。
底部: 支架或底座。
绞龙螺旋输送机技术参数
| 螺旋直径mm | 螺距mm | 转速r/min/ 输送量m3/h |
转速r/min/ 输送量m3/h |
转速r/min/ 输送量m3/h |
转速r/min/ 输送量m3/h |
| 100 | 100 | 140/2.2 | 112/1.7 | 90/1.4 | 71/1.1 |
| 160 | 160 | 112/8 | 90/7 | 71/6 | 50/4 |
| 200 | 200 | 100/14 | 80/12 | 63/10 | 50/7 |
| 250 | 250 | 90/24 | 71/20 | 56/16 | 45/13 |
| 315 | 315 | 80/34 | 63/26 | 50/21 | 40/16 |
| 400 | 355 | 71/64 | 56/52 | 45/41 | 36/34 |
| 510 | 400 | 63/100 | 50/80 | 45/64 | 32/52 |
| 630 | 450 | 50/145 | 40/116 | 32/94 | 25/80 |
| 800 | 500 | 40/208 | 32/94 | 25/130 | 20/110 |
| 1000 | 560 | 32/300 | 25/230 | 20/180 | 16/150 |
| 1250 | 630 | 20/388 | 20/320 | 16/260 | 13/200 |
绞龙螺旋输送机安装要求
螺旋绞龙输送机安装的正确性是日常使用情况良好与否的先决条件之一,其在使用地点的安装必须满足以下技术要求:
1、如安装基础至少应在螺旋机正式安装以前10天浇灌完成,该基础应能可靠的支撑输送机,并保证不因地基过小而发生螺旋机的下沉和额外的变化,保证螺旋机在运转时具有足够的稳定性。当螺旋输送机吊挂在除尘器下面时,除尘器出尘口灰口上下,左右必须平直。
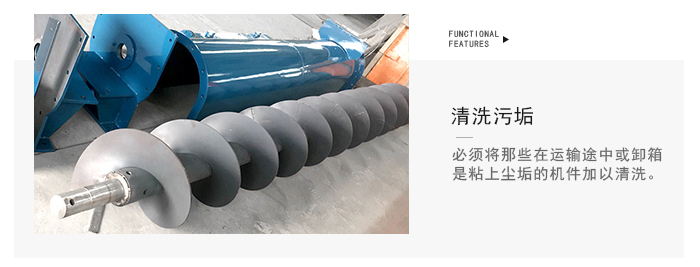
2、安装以前必须将那些在运输途中或卸箱是粘上尘垢的机件加以清洗。

3、相邻机壳法兰面应链接平整、密合、机壳内表面接头处错位偏差不超过2mm。
4、机壳法兰间允许垫石棉带,调整机壳和螺旋体长度的积累误差。
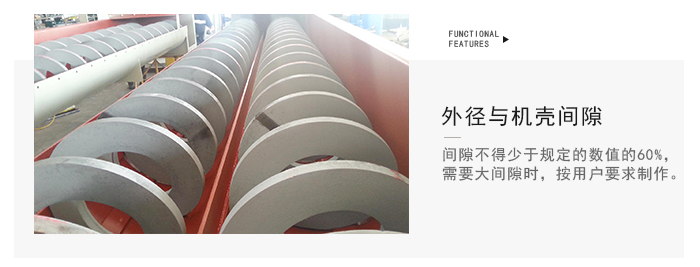
5、螺旋体外径与机壳间的间隙应符合规定,间隙不得少于规定的数值的60%,需要大间隙时,按用户要求制作。
6、螺旋机各中间悬吊轴承应可靠的固定在机壳吊耳上,与相邻螺旋连接后螺旋转动均匀,不得有被卡住现象。安装时可在吊轴承底座与机壳吊耳间加调整垫片,以保证各吊轴承同轴,安装后螺旋体轴线的同轴度规定。
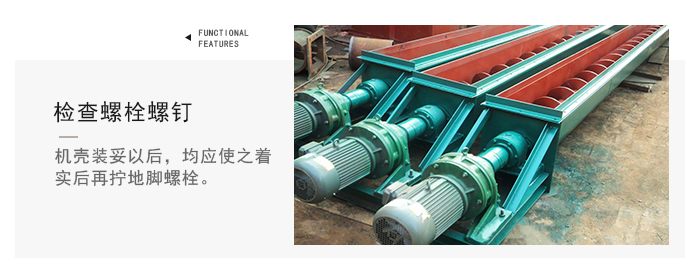
7、螺旋机的各底座在机壳装妥以后,均应使之着实后再拧地脚螺栓。所有连接螺钉均应拧紧至可靠的程度。
8、进出料口现场安装应使进出料口的法兰支撑面与螺旋机的本体的轴线平行,与相连接的法兰应紧密贴合,不得有间隙。
9、螺旋机装妥以后,应检查各存油处是否有足够的润滑油,在进行连续4h以上的无负荷试车以后,应检查螺旋机装配的正确性,如果发现不符合下列条件的,应立即停机,矫正后再进行运转,直至处于良好运行状态为止。
螺旋绞龙输送机运行注意事项
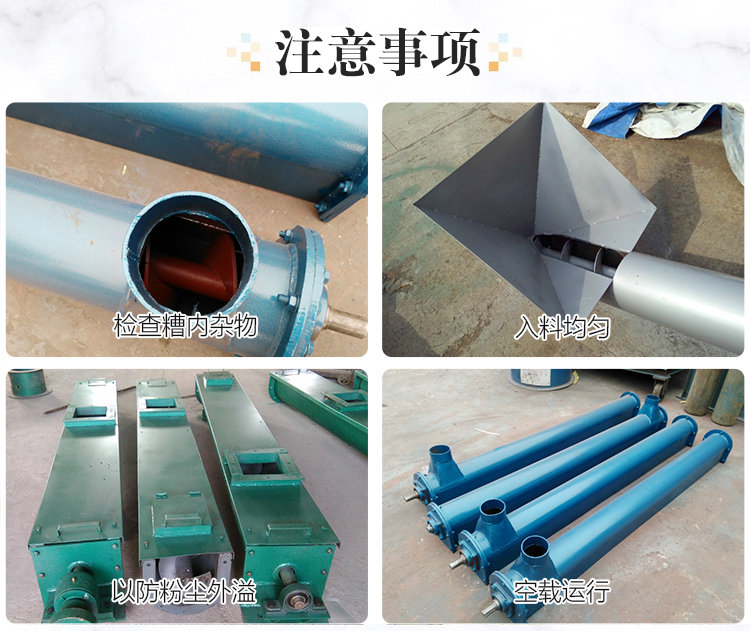
1、螺旋绞龙输送机在开车前应认真检查机槽内有无剩余粉尘和杂物,若有,则应及时清理干净。此外还应检修进出口是否畅通,如发现有堵塞现象,请及时清理干净。
2、加料必须均匀,并保持一定的装满程度。
3、进料口应加筛网,严防金属杂物落入机槽后卡在机槽与螺旋轴之间,从而引起螺旋轴扭弯或驱动装置损坏。
4、机槽和机槽盖一定要注意严密,以防粉尘外溢,影响操作环境。
5、停机前,应尽可能卸净机体内的物料,以保证设备下一次启动时能处于空载运行状态。

6、当运行中途停机时,应尽可能卸净机体内的物料未能及时排净,此时若再次启动出现困难时,需要将机体内的物料取出后才能启动运行。
7、定期检查螺旋叶片的磨损情况,当发现磨损严重时可采用补焊或更换新件。此外还应经常检查轴承的磨损情况,发现问题及时更换。
8、输送机的各润滑部位应严格按要求进行润滑,并经常保持输送机内部轴承的润滑油充足和定期更换。
9、输送机在运转过程中,一旦发出刺耳的噪音时,应及时排查。
10、输送机两头轴承要严格密封,防止粉尘卡轴现象。



